10 Reasons to Consider 5-Axis Multi-Pallet Machining
Shops of all sizes today face a consistent challenge — labor shortages. It’s never been more difficult to find, onboard, and retain skilled machinists; let alone find machinists who can work second (or even third) shifts.
Automation is increasingly the pathway to bridge these gaps. To date, much of the automation discussion has focused on various flavors of robotics for unmanned machining. However, multi-pallet automation—an oft-overlooked ingredient to unmanned machining—also delivers efficiency and scalability shops seek without the leap into robotics.
Here are 10 reasons to consider 5-axis multi-pallet machining in your shop.
1. Lack of Workforce
As mentioned, finding and keeping skilled machinists is the top issue most machine shops face today.
The challenge will only grow as the current workforce ages and incoming machinist classes at technical colleges struggle to keep up.
Meanwhile, the “growing your own” approach with in-house training or full apprenticeships takes time (often years). The lack of talent is made more acute as demand for talent continues to outpace the supply—including during second- and third-shift hours.
2. Spindle Utilization
Actual spindle utilization (spindle is running and cutting) of 3-axis vertical machining centers (VMCs) averages about 20-30% for most job shops. That’s counting only first shift.
A single-table, 5-axis vertical machining center is an improvement due to reduced setup time. However, it is still limited by inspection downtime and limited capacity for unmanned operations.
Spindle utilization with a multi-pallet, 5-axis machine tool should exceed 85% and could target 95%.
3. High Mix / Low Volume Parts
Most job shops report their sweet spot as high mix and low volume. Yet, they produce these components with equipment requiring multiple and/or complex setups.
Parts produced on a 3-axis vertical machining center out of a solid billet will require multiple setups, extensive setup time, and batch manufacturing in order to be competitive.
Cutting parts on a 4-axis horizontal machining center (HMC) is justified with higher production, but may still require the purchase of tombstone fixtures.
4. Dead Time for Part Inspection
Three-axis VMCs are idle during part inspection unless you remove the setup, which adds even more cost and inefficiency to your processes.
A 5-axis VMC or HMC with a highly-repeatable multi-pallet system allows you to keep machining the next part, while you remove the setup on the pallet to be inspected in process or prior to final acceptance. That is—no downtime!
5. Differentiate Yourself
Say every shop in your area has a 40” x 20” table, 30-tool, 12,000 rpm VMC. What makes you different?
A true 5-axis machine not only enables you to quote true 5-axis parts. It allows to make “3-axis parts” just in time and more cost effectively than your competitors in the area.
- Increase your margins
- Reduce price when necessary to win business and maintain profitability
- Beat your competitors with faster fulfillment times.
6. Meet Customer Demands for Lower Prices
By sticking with the same old machines and processes, how are you going to reduce your cost-per-part? Will you cut margin? Batch process (which hurts flexibility while breaking into your setup wipes out your gains)?
Will you pressure suppliers to lower their costs? Or even change supplies? Your competitors are likely doing the same. And, changing suppliers always comes with hidden and/or unexpected costs.
7. Also Meet Customer Demands for Shorter Lead Times
How will you reduce your lead times without evolving your processes and technology? Shops simply can’t say they’ll do it and risk failure. That will deliver a poor customer experience.
Adding more of the same machines will further reduce precious floor space, and not help your staffing issues.
Make it up with overtime or try to schedule second and third shifts? Or reprioritizing your daily shop schedule? That’s will impact your existing team members.
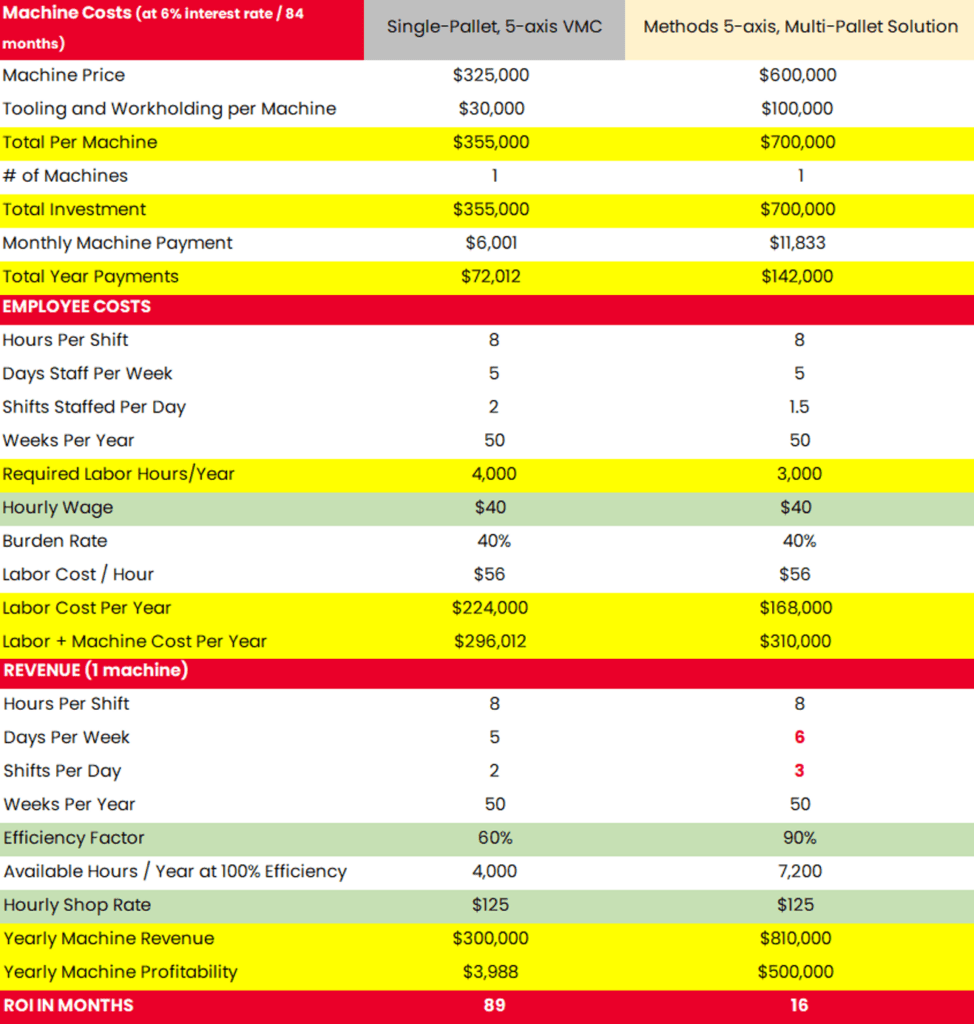
8. True Total Cost of Ownership
True Total Cost of Ownership (TCO) for a machine tool can be calculated by:
- Annual revenue your machine generates less annual payment for that machine tool and the annual cost of labor to run that machine equals yearly profitability.
- Total machine investment divided by yearly profitability, then multiplied by 12 equals your months to achieve your ROI.
For example, let’s compare a fully-integrated, 5-axis, multi-pallet (at least 5 pallets) solution from Methods.
(Methods column below is an example with generic pricing. Not a specific solution)
9. Cheaper Machines Do Not Make Cheaper Parts!
Investing in a high-accuracy, high-quality machine tool will actually reduce your part cost
- Less manual intervention to achieve desired part finished tolerances
- Reduced or eliminated secondary operations
- Wire EDM, hand finishing, jig grinding
- Skilled labor cost (and availability)
- Less part rework
- Longer tool life due to a more rigid and stable structure
- Flexibility to circular interpolate bores without the need for multiple boring bars for each precision diameter
- Ability to produce higher margin contract machining work / less warranty cost and lower piece part price on OEM machined components
- Longer machine service life before rebuild/replacement
10. Your Survival May Depend on It!
Just 30% of small businesses survive the transition from first to second generation ownership. (Source)
So the question is — what will you do to set up your business for success now and with the next generation of leadership?
As the forces of workforce shortages and technological advancements converge, the time is now for shop owners to evaluate what’s on their floors today and what they will need to remain competitive today and grow in the years ahead.