Understanding When, Why, and How to Switch from Vertical to Horizontal CNC Machining
On the surface, changing your three-axis machining process from a vertical machining center (VMC) to a horizontal machining center (HMC) is straightforward. The axes may have different names, but the basics of machining remain the same. You’re still operating a CNC machine with familiar controls and end mills.
While the concept is easy to understand, it can be challenging to master.
Your chip flow is altered. Computer-aided manufacturing (CAM) software runs differently. New axis and tombstone options give you various ways to manufacture a component. Other workflows, such as inspection and material loading/unloading, need to be adjusted to keep up with the higher throughput that comes with horizontal machining.
Depending on your shop, the transition to horizontal machining could come with a learning curve. Horizontal machining brings many benefits. Mastering that learning curve will improve your throughput and give you a wide variety of ways to complete any machining challenge.
While the transition can be challenging, the multitude of benefits is worth it.
Is Horizontal CNC Machining the Right Direction for You?
It takes some time to switch your mindset to horizontal machining. Changing your setup and machining process can be a daunting task.
The first step is determining if horizontal machining is the right choice for your specific shop. There are no one-size-fits-all solutions or silver bullets to solve manufacturing problems.
“You have to look inward and examine what you do, how you do it that way, and why,” said Bernie Otto, Methods Machine Tools’ Director of Technical Product Support. “For some shops, it’s just not the right fit.”
Job shops, for example, may not be able to reap all of the benefits that come with switching from vertical to horizontal machining.
“If you make enough parts to keep a machine completely occupied, you should be machining on a horizontal machine,” adds Bob Meier, Methods’ Technical Product Manager. “But if you’re running a job shop that produces a handful of parts at a time, horizontals are more of a challenge.”
In some cases, a job requiring exceptionally tight tolerances, Meier added, horizontal machines may not be the right solution.
“If you require more consistency during heavy cuts, a vertical machine offers more uniformity,” he said. “On a horizontal machine, the farther you move away from the B-axis center and pallet face, the more likely it is your rigid cutting conditions will weaken.”
However, it’s essential to keep your options open and talk to experts who can offer an outside perspective, according to David Moore, an Applications Engineer at Methods Machine Tools.
“Now and then, you need a fresh set of eyes,” he said. “Someone who has been in manufacturing for years, explores different industries, and can take a look at your process.”
The main question you need to ask yourself, Moore said, is if switching from vertical to horizontal would potentially increase spindle time while reducing setup time.
For many, the answer is a simple “yes.”
“People who switched from vertical to horizontal like it, they rarely go back,” Moore added. “The majority of people not engaging in horizontal machining just haven’t been introduced on how to do it yet.”
The Hidden Horizontal Edge
Some of the advantages of horizontal machining are obvious, such as increased spindle utilization time, less part handling, and expandable automatic tool changers (ATC) and automatic pallet changers (APC).
Other benefits are more inconspicuous.
In a perfect world, an operator would return every end mill and workpiece. In the reality of a machine shop, people often remove an end mill from a cart, use it, and forget to return the tool to its rightful place.
“I think we’ve all been around shops with carts around a machine; that’s what shops look like, especially vertical machines,” Otto said.
Horizontal machines have tool magazines that have a far greater capacity than their vertical counterparts.
“By having all your tools reside in the magazine, not on a cart, it helps the changeover between jobs and cleans up the floor space around the machines,” Otto said.
Having tooling in the machine also helps dispel the common misconception that horizontal machines are too large, Otto explained. Many horizontal machines are small enough to fit in almost any shop, especially when considering the tool carts and options surrounding a vertical machine.
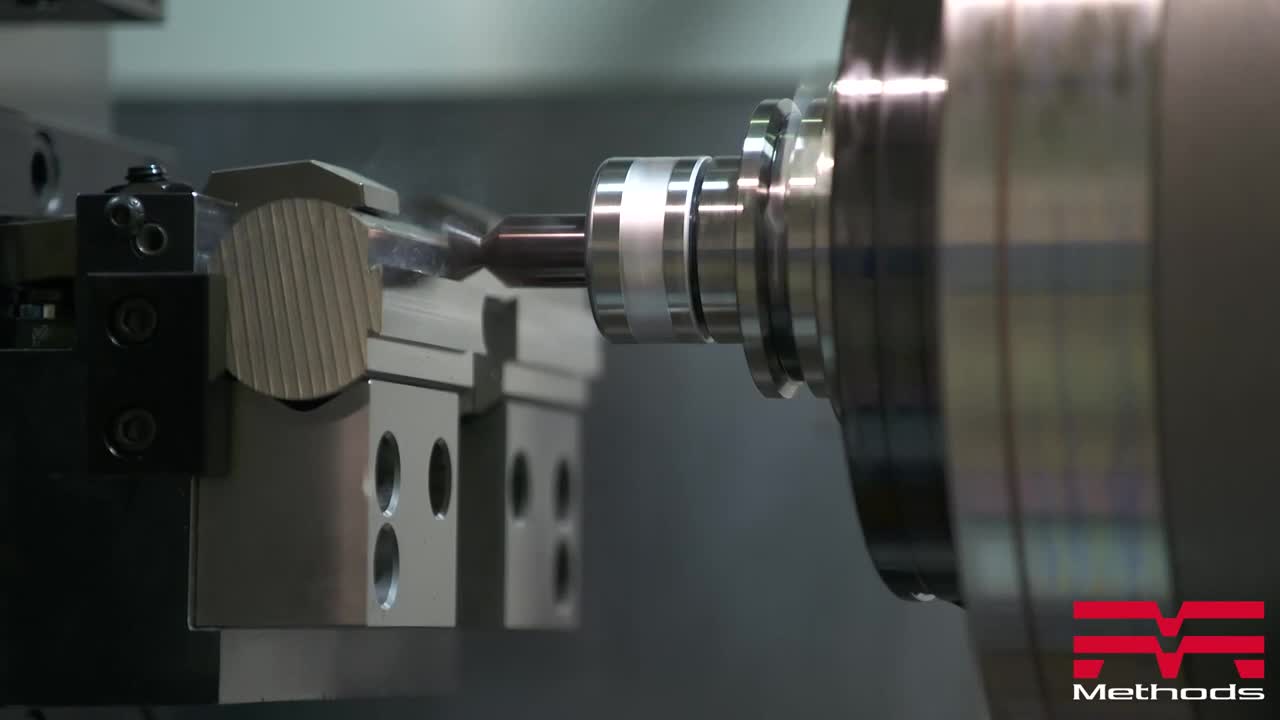
Let the Chips Fall Where They May
One of the more apparent benefits of switching to horizontal machining is chip flow.
Vertical machines often require complex, comprehensive chip management systems to keep critical components, including the workpiece, clean. Sometimes, this can require stopping the machine, removing the workpiece, cleaning the workpiece and table, inserting the workpiece, and restarting the program.
In horizontal machining, the chip flow is more straightforward; the chips naturally fall into the chip conveyor.
“You can’t beat gravity; it’s always there,” Moore said.
Rotating a part and letting chips fall out of a deep cavity is much more efficient than shooting coolant or air into a cavity. And the time saved by relinquishing complex chip management adds up fast.
Expanding Your Horizons
End mills are where it all comes together; it’s where the rubber meets the road. Horizontal CNC machines are equipped with massive ATCs compared to their vertical counterparts that ultimately drive your machine shop’s productivity.
“The more tools you have on a machine, the more jobs you can have lined up,” Otto said. “And that means less manual intervention and less changeover time.”
Many horizontal machine tool brands are equipped with ATCs that can be expanded in the field. Machine tools offered by KIWA Machinery Co., LTD. have ATCs with a capacity of 120 tools. In as little as a day and a half, Methods’ can upgrade that to 240 tools. Similarly, CNC machines from OKK Corp. can be outfitted with another tool rack, raising the tool capacity from 60 to 120 tools.
OKK HM800S Horizontal Machining Center.
“Expandable ATCs are versatile options that allow you to scale your machining capability as your shop grows,” Otto explained. “You don’t have to pay for
With a tool capacity well into the double digits, it’s easy for a machine to handle many different jobs or implement redundant tooling to ensure a machine can run lights-out for extended periods.
Otto said that even without expandable ATCs, most horizontal machines are equipped with more tools from the get-go. Vertical machines typically start with 30 to 40 tools, while horizontals come with 60 to 90 tools standard.
“In most cases, going from a vertical to a horizontal machine automatically gives you a tooling advantage,” Otto added.
APCs are another aspect of horizontal CNC machines that machine tool suppliers can expand in the field. The majority of horizontal machining centers come equipped with a two-pallet pallet changer (PC2).
The reduction of part-handling alone is a stark difference. A stand-alone vertical machining center can reach about 40% efficiency, while a horizontal CNC machine equipped with a standard PC2 has an efficiency of about 85%.
While vertical machines can also be outfitted with APCs, horizontal machining centers are more adaptable.
“If you put a pallet changer on a vertical machine, the net floor space could be greater than a horizontal,” said Meier. “Plus, once you integrate an APC into your vertical machine, the price becomes comparable to a horizontal machine with a pallet changer.”
Additionally, Otto said, horizontal CNC machines are more suited to linear pallet systems. These options are well designed for machines sharing a pallet pool or adding a significant amount of pallets, and pair well with a horizontal machine.
“Most verticals do not easily lend themselves to this kind of format,” he added.
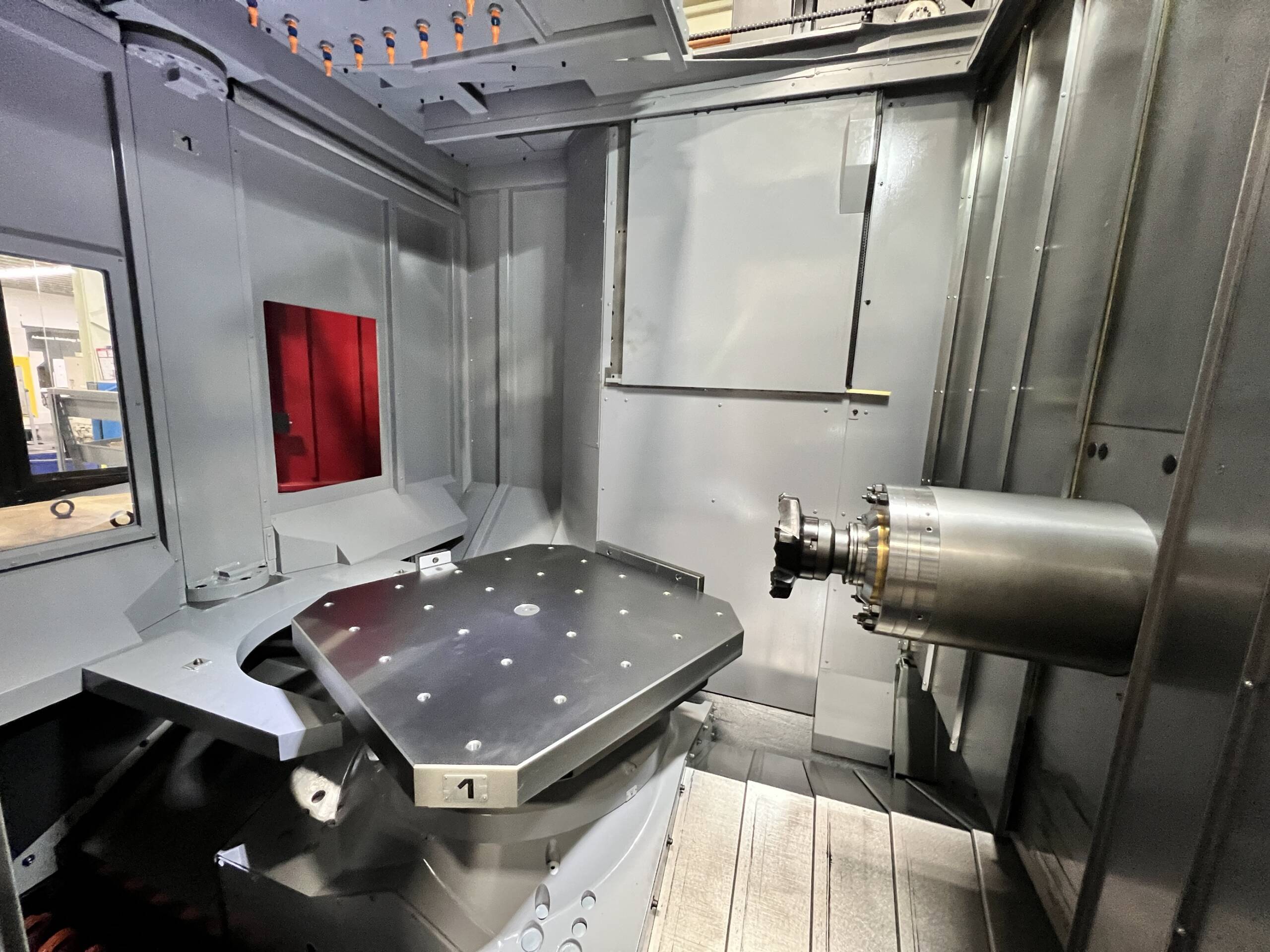
Benefits of the B-Axis
Of course, the most apparent feature of a horizontal CNC machine is the B-axis. The extra axis opens up a world of options for holding parts and machining processes.
The B-axis allows you to machine multiple parts simultaneously using a tombstone.
The reality of using a tombstone rather than a vertical machine, Methods’ Applications Engineer David Moore said, is more productivity. While a cycle runs and machines numerous parts, the operator can prepare the next tombstone to maximize production.
“You can hit multiple parts in one setup instead of having to do each part individually,” he said.
Adding that axis opens up a world of machining possibilities. Whether you’re looking to take on a larger workpiece, cut down your current cycle time, or accepting a new job with complex tool paths, horizontal machining should at least be an option.
“Anything with multiple setups that need to have three sides machined should be a candidate for horizontal,” added Moore.
Machinists can obtain similar results by installing a rotary table on a vertical CNC machine, adds Meier, Methods’ Technical Product Manager. But, that solution comes with some caveats.
“Once you put a pallet changer on a vertical machine with a rotary table, a fourth axis rotary is required on each pallet,” he said.
Making the Switch
It’s evident horizontal machining edges out vertical machining in several ways. But implementing a new machining process is a little murkier. Transitioning from vertical to horizontal isn’t as easy as flipping a part on its side.
“You have to open yourself up to new ideas and consider new options,” Moore said. “One of the worst things you can ever hear is ‘we’ve always done it this way.’’
One of the essential steps in determining if making the switch is right for you is figuring out your return on investment. A horizontal machine may cost more, but it’s up to each shop owner and general manager to determine if greater throughput and lower cycle times are worth the money.

Automatic Pallet Changer on an OKK HMC.
Feeding the Beast
Other challenges, Methods’ Otto noted, include programming multiple parts per pallet and programming probe cycles. Horizontal machines feature side-faced programming, which allows you to program a specific tool path for each side of the workpiece.
You probably have to introduce more probing into your cycles, especially if you plan to run unattended,” Otto said.
To keep your spindles running as much as possible, it’s important to have material ready to load for each fixture, ensure other departments can handle the increased activity and have a stable chip management system.
“Feeding the beast is the number one challenge,” Otto added.
When it comes to changing your manufacturing setup, Meier said, patience is an essential virtue.
Working out the Kinks
Greg Camron, Machine Shop Manager at Alicat Scientific, learned that patience firsthand.
Alicat Scientific manufactures precision mass flow instruments such as flow controllers, mass flow meters, and differential pressure controllers.
In July 2016, he began looking at ways to increase his throughput. Too many machine tool suppliers told him unimaginative ways he had already tried or told him it couldn’t be one.
“The only thing I knew at the time was vertical machining, so that’s what they showed me,” he said. “Nobody else was encouraging me to try new things.”
Nobody except Tony Harrod, General Manager of Methods’ Phoenix, Ariz. Technical Center.
“Tony talked to me about different ways to machine our product,” Camron said. “I found many different methods to do things, but only Tony showed me the benefits of horizontal machining and the great footprint.”
Alicat was equipped with five vertical CNC machines, one of which had a PC2 and a fourth axis. Camron found that the KIWA KMH 300 fit his machine shop’s footprint and addressed machining challenges.
“The prices and the sizes were the factors that were limiting me,” he said. “Until I found the KMH 300, everything was huge. But in terms of floor space, switching from two vertical machines to one horizontal was a no-brainer.”
There was some trial and error with the first machine. Between figuring out the best way to implement tombstone tooling and workpiece holding, Camron ended up working 80 hours per week for a few weeks. Other aspects, however, were more straightforward. Since Camron used many “if/then” statements and loops in his CNC programming, the programs transitioned seamlessly to horizontal machining.
Learning the ins and outs of horizontal machining paid off. When other managers and directors realized the output one KIWA KMH 300 gave them, they asked Camron how soon they could get another up and running.
Less than two months later, the shop had another KIWA KMH 300. By the time Alicat received the second machine, Camron already has his fixtures and tombstones dialed in. The second KIWA was mass-producing quality parts within three days.
Soon, Alicat purchased two more KIWA KMH 300 machines, this time with PC6 pallet changers. The speed and versatility of the horizontal machining centers combined with standard automation solutions allowed Camron to shave approximately 50% off his cycle times compared to the vertical machines. Additionally, the automation allowed the shop to run lights-out during off-hours.
“The tombstone added a whole new dimension to our capabilities,” he said.
Eventually, Camron switched every machine in Alicat’s Tucson, Ariz. to a horizontal machine.
“After the first one, I realized the restrictions of a vertical machine,” Camron said. “My imagination just opened up to everything possible in a horizontal.”